Dew Point and Temperature Spikes in Heated Compressed Air Dryers
Have you noticed that your regenerative compressed air dryer exhibits temperature spikes and/or dew point spikes following tower switching?
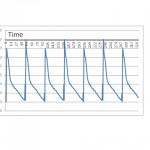
Have you seen a chart tracking the dew point performance of your heated regenerative dryer? Does it look as if the dryer has a pulse? The dew point chart below is taken from readings of air leaving a typical heated compressed air dryer.
In some applications dew point spikes of up to 20⁰F are perfectly acceptable. Most plant air drying applications fall into this category. Other applications absolutely require a steady stream of -40⁰F dew point air or lower. In those cases a standard catalogue heated dryer is probably not the proper solution.
Understanding why temperature spikes occur in this type of compressed air dryer is helpful when making a dryer selection. There are several reasons temperature and dew point spikes occur but normally they are a function of a dryer’s operating characteristics and regeneration design.
In most systems, dew point spikes do not go much above the freezing point of water and temperature spikes are usually below 125ºF / 50ºC but can be much closer to the full heating temperature on systems with no convection cooling. The highest spikes usually occur in summer, but they generally do not last more than10 to 15 minutes every 4 hours.
Can your compressed air system tolerate 15 minutes of hotter, slightly more moist compressed air? In most cases, the answer is yes. But if you’re using the compressed air for a sensitive process, you’re more likely to balk at the thought of feeding the plant with anything but -40ºF dew point air.
A typical off the rack dual tower heated regenerative dryer will be thermally regenerated with either an internal or external heat source. Inlet compressed air design conditions for most compressed air dryers is 100ºF saturated at 100psig. These conditions permit a properly designed heated dryer system to operate on an 8 hour complete cycle, i.e. 4 hours of operation per tower per complete cycle. A complete cycle permits each desiccant tower to adsorb moisture on stream for four hours and then be switched to off stream to regenerate for four hours.
A typical design will require heating for approximately 3 hours and cooling for 1 hour to regenerate the desiccant bed.
Regardless of the heat source, regeneration temperatures for external heaters will not be much beyond 450ºF / 232ºC due to the mechanical limits of most component, especially valves and seals. For internally heated units, you can run a bit hotter, usually up to about 550 ºF / 287 ºC. Running any hotter than that will damage desiccant.
The heat energy required to regenerate the desiccant bed is the sum of the energy required to desorb water from the desiccant, heat the desiccant, and overcome heat loss through piping and the steel tanks. These factors determine how many watts or BTUs of total heating are required.
Now you’ve put all of this thermal energy into the dryer for regeneration, you’ve got to get it out. One obvious source of cooling is using dry compressed air. Of course using too much compressed air for cooling defeats the whole purpose of using a heated design, which is trying to minimize or eliminate the waste of compressed air through purging.
You can see the conflict. The need to cool down the regenerated tower and the need to conserve compressed air are set in opposition. Standard designs often skimp on the cooling, which explains the temperature spikes.
Every compressed air drying specialist should know that hot desiccant does not adsorb well. This largely explains the dew point spikes.
There are other causes for dew point spikes.
- Operating the dryer above capacity. If you put more moisture into the dryer than it was rated to handle, premature breakthrough will occur. A dryer designed to dry 1,000 scfm of compressed air at 100ºF saturated at 100 psig with a three year average desiccant life will have dew point spikes prior to switchover if the inlet conditions have more water content than the design permits. Gas holds exponentially more water with increased temperature. Higher flows and/or reduced feed pressures will have proportionally more water than design.
- Bad desiccant. Activated alumina desiccant ages with each regeneration cycle and loses performance. Even an undersized dryer performs well for a few months until the desiccant starts to age.
- The desiccant is not fully regenerated due to reduced regeneration flow or a heating failure.
- I’ve seen cases where regenerated desiccant bed is cooled using wet compressed air. This is not a good idea. Best case, it will pre-load the regenerated tower with inlet moisture causing early breakthrough. Worst case, it will pre-load the active zone of the desiccant bed with moisture, causing poor dew point performance.
- A smeared outlet active zone due to minimal or no cooling.
The adsorber with its desiccant consists of three zones. The inlet is the equilibrium zone because once placed in service it quickly reaches equilibrium with the compressed air being dried, the second zone is the mass transfer zone which is where the bulk of the moisture is dynamically adsorbed as the compressed air passes through the bed. The final zone is the active zone. The active zone is the adsorption outlet and must be regenerated to a level sufficient to permit desired dew point performance.
The equilibrium zone grows while the mass transfer and active zones both shrink during the adsorption period.
Once break through occurs, the on stream adsorber is taken out of service to be reconditioned with heat and the freshly reconditioned adsorber is placed in service for continuous operation.
The regeneration of the bed that meets the desired performance isostere at optimum temperature and purge gas dew point will require sweeping the active zone with dry gas for a short period after regeneration heating is complete to cool the zone without preloading it.
Note that if the compressed air is to be dried to PP1 at a temperature of T1, the adsorbent loading is 7% and the adsorbent must be reactivated to a residual loading lower than 7% to provide an active zone that will meet the outlet performance criteria. If the purge gas water partial pressure is represented by PP2 the reactivation temperature becomes T2. Therefore reactivation temperature increases with increased purge gas moisture content. This means the water partial pressure must permit T2 to be less than 450 ºF or 550ºF stated above to meet the desired isotherm. Van Air Systems activated alumina requires the regenerating gas to be below approximately 60 ºF atmospheric dew point to provide a -40 ºF Pressure dew point after regeneration at 450ºF. It is important to note that increased temperature or water content during regeneration will cause increased hydrothermal aging of adsorbents resulting in very large adsorbers or very short adsorbent life. For these reasons it will be difficult to make low dew points in humid summer months with atmospheric regeneration unless the regeneration air is pre-dried or the active zone is cooled with very dry air after heating.