Compressed Air Dryer Troubleshooting Guide for Air Dryer Dew Point Problems
I’m asked quite often to troubleshoot different types of compressed air dryers when they're not working.
It’s not just Van Air Systems dryers—I get calls on every make and model imaginable, from Atlas Copco, Parker, and Schmidt; from regenerative to desiccant dryers.
Air dryer dew point problems can include:
- Wet air downstream of the dryer
- Product rejections
- Corrosion
- Reduced efficiency
- Pipe blockages
- Instrumentation issues
- Increased energy consumption
- Contamination
- Freezing
Over the years we have built a great reputation for helping customers solve issues with their compressed air systems regardless of what brand equipment has been installed.
I first try to find a solution over the phone, but sometimes it actually requires an on-site inspection of the customer’s plant air system.
The key to helping the customer is to take your time and properly analyze the installation. You need to develop a systems approach. This means looking at a complex range of problems and solutions, not just what you suspect the problem to be.
Here are some descriptions of a few recent troubleshooting calls I have personally made, where the systems approach worked well.
Case 1: Wet Air Downstream of the Dryer
Industry: Steel Production
Application: Dry 5000 scfm of compressed air to -40F Pressure Dew Point (PDP)
Problem: Wet air downstream of the dryer
This customer has a 5000 SCFM Van Air Systems, model HB-5000, externally heated blower purge dryer, and a 5000 SCFM Van Air Systems, model HL-5000, heatless dryer as a backup. When I arrived on site, the customer told me that he could not maintain the specified -40 dew point with the blower purge dryer. The operator then put the heatless dryer online. Still wet air was somehow getting downstream.
The customer insisted something was wrong with our dryers. Had I been in his shoes, I’d have felt the same way.
Systems Approach
Remember to always have a systems approach. I started by looking at the compressors to confirm operating pressures, temperatures, and flow rates to the dryers. Next, I checked the automatic condensate drains on the after-cooler separators and pre-filters. Everything checked out.
Now, I watched the heatless dryer to make sure it was cycling properly. I needed to confirm that each tower pressure gauge read zero during regeneration. Too much pressure in a regenerating tower of a heatless dryer causes problems.
Next, I looked at the visual moisture indicating the stick on the dryer’s gauge panel. This is a small clear tube filled with color-changing silica gel crystals. Blue crystals mean the dryer’s outlet air is dry. Pink crystals indicate that wet air is exiting the dryer. In this case, the moisture indicator on the dryer was blue.
So how was moisture appearing downstream of the dryer? The puzzle was still not solved.
I then asked the customer to bring the HB-5000 blower purge dryer online. This dryer operates on an 8-hour cycle(4 hours drying, 4 hours regenerating) so I had to wait for an hour or so to make sure the regenerating tower was coming up to the proper temperature. After this, I fast-cycled the dryer to make sure it was sequencing properly. Everything checked out here as well.
An Open By-Pass Valve
Now, I was on the defensive. The customer strongly believed that our dryers were not performing. After all, he had wet air in his plant.
So I went back and traced all the piping between the compressors and the dryers. That’s where I found the problem. There was an open by-pass valve. Wet air upstream of the dryer was escaping past the dryer, mixing with the dried air.
Wet Compressed air + Dry Compressed air = Wet Compressed Air.
Once I closed the by-pass valve and dried out the sample cell on the plant’s dew point meter, the dew point came back into specification.
Even though I eventually solved the problem, I should have looked at the piping and valves sooner.
Sometimes the problem is where you least expect it to be. In this case the lack of dry air had nothing to do with the dryers. A systems approach finally led me to the source of the trouble.
Case 2: Product rejections resulting from wet compressed air downstream of the dryers
Industry: Apple processing
Applications: Dry 300 scfm of compressed air to -40 FPDPl; Dry 700 scfm of compressed air to +35FPDP
Problem: Product rejections resulting from wet compressed air downstream of the dryers
For this troubleshooting call, I visited an apple processing plant in the Shenandoah Valley region of northern Virginia. The primary products produced at this facility are apple juice and apple sauce. Our representative in Virginia, PBE Inc., asked me to make a call with them to try and solve the customer’s compressed air problems.
The first application we looked at included a 75 horsepower screw compressor, an after-cooler with a separator and automatic condensate drain, and a Hankison 300 SCFM heatless dryer with mounted pre- and post-filters.
All of the pipe runs are stainless steel and indoors.
The compressed air supplied by this installation feeds the apple juice bottling line. We checked all the drains and the pressure and temperature conditions at the dryer inlet. Everything looked good.
Checking PSIG
We then had a look at the dryer to make sure it was cycling properly. I noticed that the off-stream regenerating tower pressure gauge read 30 psig. The regenerating tower on a heatless dryer must be at 0 psig in order to get a complete regeneration of the desiccant bed.
What was causing this back pressure, I next asked.
Upon further inspection, I found the customer piped the purge exhaust from the dryer some 20 ft to an outside wall. This is a fairly common strategy for managing the noise of a heatless dryer.
But if one isn’t careful, this extra piping will put a lot of back pressure on the regenerating tower. In this case, the purge exhaust pipe size was actually smaller in diameter than the purge outlet on the dryer.
The end-user had dramatically restricted the flow of purge air. This restriction caused the back pressure we were seeing on the regenerating tower. We told the customer he needed to increase the pipe by 2 full pipe sizes.
We later got a report that he’d completed the re-work and the problem had been solved.
Rule of Thumb: When piping purge exhaust to a remote location you must increase the pipe diameter by one full size every 10 feet.
Piping Drop Legs
Next, we visited the bottling plant. Here slugs of water from the compressed air system were landing directly on the product. This leads to instant project rejection.
One problem I observed here was the piping drop legs. The drops were from the bottom of the pipe header instead of the top. Because the heatless dryer was not working properly all of the moisture going downstream was pooling in the bottom of the pipe header and made its way to the bottling machines.
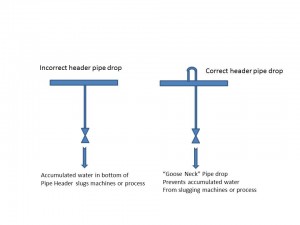
Since it would be quite costly to re-do all of these stainless steel pipe drops correctly, we recommended the customer install point-of-use filtration on all the bottling machine pipe drops. Of course, this would be a stop-gap measure until the root cause of the water could be addressed.
We then took a look at the 700 scfm compressed air application in the apple sauce plant. This system has (3) 50 horsepower screw compressors with after coolers, separators, a competitor’s refrigerated dryer with pre and post-filters, and a dry air receiver tank.
Here again, we checked all the condensate drains to make sure they were working. We also checked the inlet conditions to the dryer. Everything checked out, the dryer was getting a 35F PDP according to the readout on the control panel. Our contact said water was showing up in the apple sauce plant, especially in the winter months.
What we found here is that the compressor room is a separate building, and the compressed air lines run outside before entering the apple sauce plant.
In the winter months in northern Virginia, temperatures can fall well below 35F. Whenever compressed air cools below its dew point, condensation will start to form. Since the compressed air lines run outside between the buildings they are condensing water out when the ambient drops below 35F.
Our interim suggestions were to insulate the outside pipe run that feeds the apple sauce plant and to install a moisture separator in the main header immediately after it enters the apple sauce plant.
Refrigerated vs. Regenerative Dryers
We also informed the customer they really need to install a regenerative dryer rather than a refrigerated one for the apple sauce plant. A refrigerated dryer cannot product air lines exposed to low ambient temperatures. Also, we informed them the bottling plant application could have used a refrigerated dryer instead of a regenerative dryer because all of the compressed air lines are indoors in a climate-controlled ambient and a -40F PDP is not necessary.
The customer was very appreciative we were able to help them solve their moisture problems which will eliminate the product rejection issues. I’m always glad to solve a problem, even when it involves a non-Van Air Systems dryer.
Even though all the drying and filtration equipment used by this customer was from a competitor, we were able to solve the customer’s problems and we will be involved in their future expansion plans.
Whoever sold the apple processor those original dryers clearly didn’t take a systems approach.
We always do, hence the name, Van Air Systems.