Design Principles of Heated Compressed Air Dryers
This discussion focuses on the design of Temperature Swing Adsorption (TSA) systems applied to dry compressed air and discusses several TSA designs commonly used.
A TSA system usually consists of two or more adsorption pressure vessels, called adsorbers, filled with a solid adsorbent (i.e. desiccant) that is used to remove an adsorbate (i.e. water) from a fluid (i.e. compressed air). The fluid flows continuously through one side of the system while the other side is reconditioned (i.e. regenerated) by increasing the adsorbent’s temperature and pushing the adsorbate from the vessel with purge. The adsorbers are automatically switched via a series of automated valves as the on-stream adsorber reaches break through.
TSA systems designed for drying compressed air, commonly referred to as heated regenerative dryers, fall into a wide range of designs and usually have only two adsorber vessels. Proper dryer design selection is dependent on the source and application of reconditioning temperature or heat and the source and application of the sweep air or purge. The heated dryer is popular for larger flows of compressed air because low outlet dew points are easily obtained over long periods of time and the reconditioning driving force (heat) along with the sweep air can be applied from a variety of sources. TSA dryers are most efficient when the inlet temperature is as low as possible but above freezing and within a few degrees of ambient temperature. There are also TSA designs that minimize or eliminate the purge losses associated with Pressure Swing (PSA), or heatless dryers.
It is sometimes inferred that all TSA systems are created equal and will provide a continuous outlet pressure dew point of -40ºF or lower. In reality, this is not the case. Indeed, low dew points are easily obtainable with a TSA system but outlet performance is dependent on the reconditioning system and purge air properties utilized. While many applications specify continuous -40ºF pressure dew point performance (which equals -40ºC for error prevention convenience), it is rarely continuously provided by standard air dryers without design tweaks causing increased utility demand or loss of compressed dry air for purge.
A commercially available TSA system designed to dry compressed air normally consists of just two adsorbers which operate on an 8 hour cycle. The solid adsorbent or desiccant is normally Silica Gel, Activated Alumina, Molecular Sieve or a layered bed consisting of several different types or grades of desiccant. Desiccants are selected based on their inherent properties, performance characteristics with respect to removing the adsorbate (water), their resistance to contaminants, hydrothermal aging, attrition and their initial cost. Desiccants are available in various shapes and sizes. Typically 1/8” beads are utilized for drying compressed air.
Once the desirable desiccant is selected, the amount required is determined by computing the water load of the application for the desired cycle time, typically 4 hours per tower, and dividing the water load by the adsorbent’s dynamic weight percent loading for the worst case operating conditions. Dynamic loading must take into account the desiccant’s operating temperature, adsorbate preload from cooling with wet air (if applicable) and incomplete regenerations due to using wet air or low temperatures for reconditioning. The dynamic loading also includes a life factor based on predictable hydrothermal aging and cycle timing attrition for a desired life of 3-5 years.
The temperature and water partial loading of the feed compressed air and purge air are important design considerations. As air temperature increases it can exponentially hold more moisture. In other words, the hotter the air the more moisture is present. Compressed air also holds less moisture inversely proportional to the compression ratio. In other words, the higher the pressure the less moisture is present.
Example 1: With ambient conditions of 80ºF and 50% relative humidity at the compressor inlet, where atmospheric pressure is 14.7 PSIA, 5.53 grains of moisture per cubic foot of atmospheric air are present. If the air is compressed to 125 PSIG, the compression ratio is of 9.5 to 1, [(125 + 14.7)/14.7]. The air leaving the compressor will have 5.53 X 9.5 = 52.5 grains of moisture per cubic of compressed air at line pressure. Reading a moisture chart, I learn that the dew point when 52.5 grains are present per cubic foot will be 137ºF. This is the temperature when liquid will begin to form. But this water will remain in the vapor at the compressor discharge due to the compressor’s high exit temperature (>137ºF ).
Because air holds moisture exponentially with temperature, a 20°F approach cooler will cool the gas to 100ºF and remove 62% of the moisture. The compressed air is still saturated at 100ºF and will easily condense more moisture with further cooling unless it is dried.
The TSA dryer removes this moisture per the selected adsorbents isosteres at the operating conditions of the dryer. A simplified adsorbent isosteres graph is depicted by (fig 1.) For a fixed partial pressure PP1, a slight increase in adsorbent temperature from T1 to T2 greatly reduces its loading capacity. At a sufficiently high temperature, the desiccant can no longer hold moisture and will begin to desorb. It also shows that the adsorbent capacity will increase dramatically with a small decrease in operating temperature. Typically the operating temperature is determined by an aftercooler’s approach temperature on expected ambient temperatures for the dryer’s installation location. If the compressed air is chilled following the compressor to reduce loading, the temperature is normally kept high enough to avoid external vessel condensation.
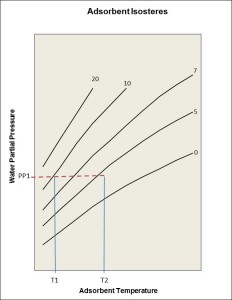 Figure 1
Figure 1
Adsorber vessels are sized to hold the desiccant volume required for the designed cycle based on the desiccant’s density. Adsorbers must be a diameter that prevents channeling, bed crushing, excess pressure loss or lifting velocities. Adsorbers require an inlet and outlet diffuser to prevent desiccant from flowing into piping and a bed support that provides for proper flow distribution. The bed support can be a support screen, inert balls, or as is the case with many small air dryer designs, desiccant in the form of unused bed.
The adsorber with its desiccant consists of three zones. The inlet is the equilibrium zone because once placed in service quickly reaches equilibrium with the compressed air being dried, the second zone is the mass transfer zone which is where the bulk of the moisture is dynamically adsorbed as the compressed air passes through the bed. The final zone is the active zone. This zone is the adsorption outlet and must be regenerated to a level sufficient to permit the desired dew point performance.
The equilibrium zone grows while the mass transfer and active zones both shrink during the adsorption period.
Once break through occurs, the on stream adsorber is taken out of service to be reconditioned with heat and the freshly reconditioned adsorber is placed in service for continuous operation.
The heat required to raise the regenerating desiccants temperature is usually from an electric heater, steam heater, gas fired heater, heat of compression, or a combination of several sources. Selection is based on required performance and available heat sources and utilities.
The heat is normally applied via conduction, convection or a combination of the two. It is important to apply heat in a manner that does not damage mechanical equipment and minimizes accelerated desiccant aging. Most valve seals are limited to operate below 450ºF and in practice desiccant reconditioning is limited to 600ºF .
The reconditioning of the bed that meets the application isostere at optimum temperature and purge gas dew point is normally not possible with a compressed air dryer because either wet inlet air, dry outlet air or uncontrolled ambient air is used to sweep the reactivating adsorbant.
A condition known as stripping limited occurs when the purge air water partial pressure is high and provides no driving force for reconditioning while heating. The purge literally must push the adsorbate from the adsorber. If the water content requires reactivation temperatures above the mechanical equipment limits or available heating, the performance isostere will not be met for the required active zone and a period of reduced water partial pressure purge (dry air) must be employed. The reconditioned adsorbent will have higher than desirable preloading in these designs.
If the purging air has a very low water partial pressure but the heat load cannot be applied fast enough for the full water holding capacity of the purge to be utilized, it is said to be stripping limited. Most stripping limited cases by nature recondition the adsorbent to an isostere well below the required process isostere, many fully regenerate the adsorbent .
The source of the purge can be one or more and is usually either atmospheric blower air, outlet dry air or an inlet side wet air slipstream and is selected depending on performance requirements. A simplified adsorbent loading isostere is depicted by fig.2. Note that if the compressed air is to be dried to PP1 at a temperature of T1 the adsorbent loading is 10% and must be reactivated to a residual loading lower than 10% to provide an active zone that will meet the performance criteria. If the purge gas condition is represented by PP2 the reactivation temperature becomes T2. Therefore reactivation temperature increases with increased purge gas moisture content. It is important to note that increased temperature or water content during regeneration will cause increased hydrothermal aging of adsorbents resulting in very large adsorbers or very short adsorbent life.
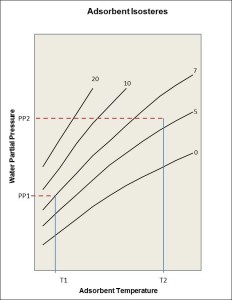 Figure 2
Figure 2
In general, heating purge should be countercurrent to adsorption because the water is pushed out opposite the direction it was loaded. This is not only the most efficient method but in the case of convection heating it also heats the active zone to the highest temperature for the longest period of time permitting desorption to the highest level obtainable with the regeneration design. If the reconditioning heating purge is at a lower partial pressure than the desired performance, flow can be either concurrent or countercurrent to adsorption but countercurrent is usually selected for greater efficiency.
Cooling is usually concurrent to adsorption when wet gas is used for cooling, so any additional preload will be at the equilibrium zone and the mass transfer zone will dry the process sufficiently at switchover to avoid smearing the active zone with adsorbate. In the case of heating limited where dry purge gas is used for cooling, it is usually countercurrent to adsorption to drive more moisture from the active zone using the stored heat of the adsorbent. In this case a more complete cooling is required to avoid smearing at switchover.
Adsorption is normally up flow to capture any liquid water slugs in the bottom of the adsorber where it is expelled during depressurization on open systems. In some designs when no liquid water at feed is possible, down flow adsorption is elected to permit countercurrent up flow heating.
The BTUs required to regenerate the desiccant bed include the sum of the total water adsorbed by the adsorbers desiccant bed during the adsorption period multiplied by the desorption BTUs per pound of the desiccant plus the BTUs required to heat the equipment, desiccant and any foreseeable losses.
Internally Heated TSA Air Dryer
Internally heated dryers are usually designed to purge with dry outlet air and are somewhat heating limited depending on the purge applied. The low Watt density heaters can operate at higher temperatures near 600 °F and deliver more BTUs quicker than external heaters because the purge gas does not travel through the valves at a required lower temperature and there are no temperature and heat losses due to piping. This design helps reduce the heating limited nature of the dry gas purge because the purge can be reduced when compared to external heater convection purge designs. Internally heated TSA air dryers are usually designed with individual Calrods® distributed in the bed for better heat transfer with the risk of hot spots where the Calrod® contacts the desiccant or with a single convection heater in the center of the bed for better control. Individual Calrods® take advantage of slightly better heat transfer and lower purge rates than the convection design but can be hard to maintain and difficult to monitor because they have to be spread evenly throughout the desiccant bed. Because desiccant is an insulator, the Calrods® must heat the desiccant in direct contact with their surface to higher than desired temperatures to insure heating the desiccant just a short distance away. While individual internal heaters take advantage of some conduction and radiation heat transfer, the benefit is offset by the increased purge gas required to avoid hot spots.
Initial cost is nearly the same as an externally heated dryer.
Operating cost for these units can be attributed to the designs relatively low pressure loss, low to medium purge loss, heater load, low maintenance and low to medium desiccant attrition depending on heater placement. Performance is high and can be easily optimized without a switchover temperature spike. Maintenance can be difficult depending on the bed design and capacities are usually kept low due to design constraints.
Lubricated compressor system users should select this design with caution because Internal heaters are prone to fires due to the presence of hydrocarbons and oxygen at high temperatures.
Externally heated TSA air dryer designs
Externally heated compressed air dryers are provided with the heat for reactivation from a source external to the adsorber and are available in many varieties.
Heat can be from any heat source or combination of available sources and is applied to the adsorbent via convection heating by the purging air. Some designs are described below.
Dry outlet externally heated TSA air dryer
Dry outlet purge air is utilized to heat the regenerating desiccant after passing through a heater. The purge gas is heating limited and fully regenerates the desiccant if the flow is at a high enough temperature for a sufficient time to deliver the required BTUs. Since the purge gas is dry, heating can be shortened and cooling can be concurrent to heating which effectively continues heating while the stored heat is pushed from the adsorber. This is the simplest TSA design for drying compressed air and is also the lowest initial cost of all externally heated designs. The operating cost for these units is attributed to the design’s relatively low pressure loss, high relative purge loss, heater load, low maintenance and low attrition. Performance is high and can be easily optimized without a switchover temperature spike. Maintenance is intuitive and simple. Capacities are usually low due to the purging of dry air.
Atmospheric blower purge externally heated TSA air dryer
As the name implies, atmospheric air is used to recondition the adsorbent after passing through a heater. The performance varies depending on the dryer’s location and time of year. In most cases the ambient conditions minimize desiccant aging and maintain performance, but cooling must be provided either countercurrent to heating which incurs preloading and additional high cost valves, or concurrent to heating with dry air. If cooling is minimal to save purge, there can be a switchover heat spike. In warm humid environments a sufficient dry cooling purge is required to meet low dew point performance requirements. The location of the blower suction must also avoid introducing contaminants while purging. This type of dryer can be designed for virtually any flow and the simple low maintenance design is attractive for most medium to large flow applications. Initial cost is similar to the previous dryer designs with the added cost of a blower. The operating characteristics of these units is relatively low pressure loss, low purge loss, heater load, low maintenance and moderate attrition. Performance varies depending on location and atmospheric conditions.
Closed loop heated TSA air Dryer
The closed loop dryer employs a captured volume of purge air with a makeup that is circuited in a loop via a small at pressure booster blower. The purge is directed through the heating device to recondition the off stream adsorber. This design requires a purge cooler/ separator downstream of the adsorber prior to the blower feed to condense moisture from the stream before recirculating the purge in the loop. Reversing valves are utilized for the cooling step to permit co-current cooling with adsorption so the small captured volume of moisture preloads the equilibrium zone of the adsorber. Constant low dew points are obtainable with no purge loss. The operating cost for this design is attributed to the low pressure loss, no purge loss, heater load, cooler load, booster blower load, and medium maintenance. Attrition is low while hydrothermal aging is medium. The design has a relatively high initial cost primarily due to the added components and extra high performance valves. The design can be difficult to troubleshoot because the purge side is operating at pressure. This design would be used in cases where the ambient air is unsuitable for purging, as might be the case in areas prone to sand and dust storms.
Split feed externally heated TSA air dryer
This design uses split stream inlet wet air with an artificial pressure drop to permit the regenerating gas to reenter the feed. It is usually reserved for drying rare or high cost gasses where purge loss cannot be tolerated, but may be used to dry compressed air, although it’s very rare. The split feed is used to minimize purge loss while heating but the savings will be offset by the required applied pressure drop and the accelerated hydrothermal aging caused by using wet heating air. Performance is also low due to the wet purge gas. If low performance cannot be tolerated, a dry purge gas must be used at the end of heating and for cooling and is usually done at reduced pressure. An alternate closed cooling system can be utilized, but increases the initial cost. The operating characteristics of these units are the design’s high pressure loss, low to medium purge loss, heater load, medium to high maintenance, high hydrothermal aging and medium attrition.
Waste Heat or Heat of Compression TSA Air Dryer
A waste heat TSA dryer is simply any TSA dryer design that utilizes heat from a waste heat source to recondition the dryers off stream adsorber. The goal is to minimize the need to provide part or all of the dryers reconditioning heat as an attempt at reducing energy costs. When considering waste heat for a compressed air dryer, the most obvious available waste heat source is the compressor’s heat of compression (HOC) but waste heat can be from any source.
Many waste heat designs have been devised in the quest to reduce the high cost of compressed air and provide a more energy efficient total air system. The operating cost associated with a TSA dryer is due to the design’s applicable heat requirement, pressure loss, cooling costs, replacement desiccant due to contamination, desiccant replacement frequency due to the dryer’s attrition and hydrothermal aging rates, purge loss, purge blower, and to a degree, maintenance.
The waste heat dryer (HOC) takes advantage of the compressor’s heat of compression (which is normally lost when cooling the compressed air stream with a compressor aftercooler) to recondition the TSA dryer’s off stream adsorber by directly flowing all or part of the hot compressed air through the reconditioning adsorber prior to cooling and adsorption. There are some limitations to this approach because the compressed air leaving the compressor is wet and normally at lower than required temperatures.
To avoid desiccant contamination, the waste heat (HOC) design is restricted to oil free compressor applications. The compressor must not have increased efficiency intercoolers because the waste heat temperature leaving the compressor would not be high enough to meat even minimum reconditioning requirements. The dryer must be placed directly at the compressor outlet to avoid piping heat loss.
HOC dryers are commercially available in a variety of designs employing some or all of the design elements of the TSA types discussed above. Their commonality is the attempt at reducing operating cost by utilizing the compressors waste heat of compression for adsorbent reconditioning.
The simplest design flows the hot compressor outlet through the off stream adsorber and then a cooler separator prior to flowing through the on stream adsorber. Energy costs are supposedly reduced because the heater operating cost associated with most TSA designs is eliminated. The operating cost for this design is actually higher than other designs because the full compressor outlet flow must be directed through the piping, valves and the reconditioning adsorber at high temperature and after cooling and separation through the adsorption side valves, piping and adsorber. The pressure loss associated with this design can be many multiples of other similarly sized designs. It is estimated that a 250 HP oil free compressor with a $0.10/kWh electric will have an annual cost of $1,000.00 for every 1 psi pressure loss.
Performance is also very poor for this design because of the high water partial pressure associated with air leaving the compressor. This fact is much worse in areas or seasons where the ambient temperatures are high with high RH.
Under the conditions of example 1, the air leaving a typical oil free compressor would be approximately 350ºF with a 137ºF pressure dew point. Assuming the HOC intercooler prior to adsorption feed reduces the compressed air temperature to 100ºF. It can be seen from an isostere for a typical high performance desiccant that dew points obtainable using these conditions for purge air would be over 20ºF at pressure. This design also has a high temperature and dew point spike at switchover due to a lack of cooling.
During periods of high compressor inlet water, direct condensation of water onto the reconditioning desiccants surface as it initially cools the purge below the dew point results in rapid hydrothermal aging, even when highly resistant desiccants are used.
Other design elements from the TSA designs described above have evolved as modifications to the simple HOC dryer in order to minimize some of these issues and provide increased performance. These design modifications include one or several of the following, trim heaters, dry purging after heating, pressure swing purging / cooling after heating, splitting and cooling a portion of the inlet feed to cool countercurrent to heating and oversizing valves and piping to minimize pressure loss.
As a result, HOC dryer have evolved from a simple energy saving concept low initial cost simple design that saved very little on operating costs or in some cases had increased operating costs compared to other TSA design choices while sacrificing performance, into complex high initial cost systems. The advertised advantages of many HOC dryer designs omit critical operational costs associated with increased maintenance, pressure drop, cooling costs, required compressor factors, and performance issues.
Another simplified approach to an HOC dryer is to simply utilize an air to air heat exchanger with hot feed air on one side and regeneration purge on the other to capture waste heat prior to cooling. This approach can be done with any of the designs mentioned above with better performance than a straight through HOC design but may still require other utilities.
Ultimately, every application is unique and the appropriate compressed air dryer system should be selected based on site conditions and required performance.