Heat of Compression Dryers Operating Cost: Ain’t No Such Thing as a Free Lunch
ZEKS and SPX Hankison, two fellow compressed air dryer manufacturers, are newly promoting Heat of Compression (HOC) dryers. In this blog post I will briefly discuss the principles of an HOC dryer and then suggest why, contrary to the claims in our competitors’ product literature, the HOC is not a low-energy means of air drying.
An air compressor generates heat. This heat is normally lost when the compressed air stream is cooled after the compressor. The quest of an HOC dryer is to utilize this wasted heat for desiccant bed regeneration and thereby eliminate the use of an external blower and/or heater. The basic idea is to directly flow all or part of the hot compressed air through the regenerating desiccant bed prior to cooling and adsorption.
There are some are important limitations to this approach. Most importantly, to avoid desiccant contamination, the HOC design must be paired with an oil free compressor. Secondly heat loss must be minimized by by-passing or removing the compressor’s intercooler or after-cooler and locating the dryer immediately at the compressor discharge to prevent loss of heat through system piping.
The simplest HOC design flows hot compressed air from the compressor outlet directly through the off stream desiccant bed and then through a cooler/separator. The air then flows through the on stream drying tower. The ZEKS literature does a good job illustrating this design:
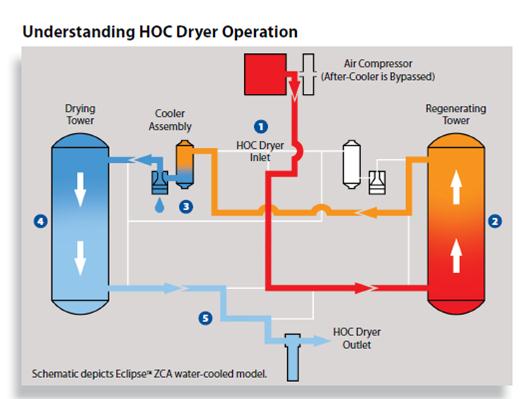
Energy costs are supposedly reduced because the cost of operating a separate heater, normally found on a thermally reactivated dryer, is eliminated. In fact, the ZEKS piece states that the energy required to operate the HOC dryer is equivalent to a 150 watt light bulb. SPX Hankison’s asserts that the cost of operation an HOC is “under 50 watts, less than the power required to operate a typical laptop computer.”
But as the adage goes: There ain’t no such thing as a free lunch.
As any compressed air specialist knows, pressure drop is a hidden and insidious cost, amounting to wasted compressor energy. The HOC design requires the use of additional full flow, high temperature valves. More importantly the full system flow must pass twice through the desiccant beds, once for regeneration and a second time for adsorption (drying). Plus there’s more piping to accommodate the added steps. It’s reasonable to expect a HOC dryer will incur an additional 5-7 PSI differential compared to an equivalently sized traditional heated dryer.
Operating 300 HP of compression 4000 hours per year with an electric utility cost of $0.10 per kWh, an extra 5 PSID through an HOC dryer would cost about $4,500 per year. (Here is a quick pressure drop calculation.)
One should also consider the increase in hydrothermal aging of desiccant, due to 100% flow of hot water laden discharge air through the regenerating tower. A 2-3 year desiccant bed life will be normal with an HOC design, compared to a 3-5 year bed life with a blower purge or heated purge design.
Dew point performance can also be a challenge with an HOC design, especially when the temperature of the air leaving the compressor is not high enough. This is because the air leaving the compressor is wet and as the temperature decreases the partial pressure of water increases. This fact is much worse in areas or seasons where the ambient temperatures are high with high relative humidity.
During periods of high ambient humidity, direct condensation of water onto the regenerating bed can occur. This happens when the hot regenerating air first contacts the desiccant bed. The temperature of the stripping air can rapidly drop and fall below its dew point.
Temperature and dew point spikes are also more likely with HOC dryers than other heated dryer designs, as a typical HOC dryer usually does not have an allowance for tower cool down.
Many work-arounds have been used to address these issues. These design modifications include one or several of the following: trim heaters, dry purging after heating, pressure swing purging / cooling after heating, splitting and cooling a portion of the inlet feed to cool countercurrent to heating and oversizing valves and piping to minimize pressure loss.
Another simplified approach to an HOC dryer is to simply utilize an air to air heat exchanger with hot feed air on one side and regeneration purge on the other to capture waste heat prior to cooling. This approach can be done with any of the designs mentioned above with better performance than a straight through HOC design but may still require other utilities.
But these add greatly to operational complexity and capital cost.
The ultimate lesson is to be skeptical of marketing claims that seem too good to be true. The advertised advantages of many HOC dryer designs omit critical operational costs associated with increased maintenance, pressure drop, cooling costs, and performance issues.
Of course every application is unique, and the selection of an appropriate compressed air dryer system should be based on site conditions and required performance.